ingFang SC", "Hiragino Sans GB", "Microsoft YaHei UI", "Microsoft YaHei", Arial, sans-serif; font-size: 17px; letter-spacing: 0.544px; white-space: normal; background-color: rgb(255, 255, 255); text-align: center; box-sizing: border-box !important; overflow-wrap: break-word !important;">
ingFang SC", "Hiragino Sans GB", "Microsoft YaHei UI", "Microsoft YaHei", Arial, sans-serif; font-size: 17px; letter-spacing: 0.544px; text-align: justify; white-space: normal; background-color: rgb(255, 255, 255); box-sizing: border-box !important; overflow-wrap: break-word !important;">

数字化车间建设是制造企业实施智能制造的主战场,是制造企业走向智能制造的起点。
ingFang SC", "Hiragino Sans GB", "Microsoft YaHei UI", "Microsoft YaHei", Arial, sans-serif; font-size: 17px; letter-spacing: 0.544px; text-align: justify; white-space: normal; background-color: rgb(255, 255, 255); line-height: 1.75em; box-sizing: border-box !important; overflow-wrap: break-word !important;">在制造型企业,车间处于非常重要的位置。企业价值最终表现在产品与服务上,而车间是企业中将各种图纸转变为产品的主要场所,是决定生产效率与产品质量的重要环节,车间往往也是企业中员工数量最多的组织。因此,在很大程度上,车间强则企业强,车间智则企业智。数字化车间建设是智能制造的重要一环,是制造企业实施智能制造的主战场,是制造企业走向智能制造的起点。
数字化车间是基于生产设备、生产设施等硬件设施,以降本提质增效、快速响应市场为目的,在对工艺设计、生产组织、过程控制等环节优化管理的基础上,通过数字化、网络化、智能化等手段,在计算机虚拟环境中,对人、机、料、法、环、测等生产资源与生产过程进行设计、管理、仿真、优化与可视化等工作,以信息数字化及数据流动为主要特征,对生产资源、生产设备、生产设施以及生产过程进行精细、精准、敏捷、高效地管理与控制。
数字化车间是智能车间的第一步,也是智能制造的重要基础。

很多人认为,大量采购和引入数字化设备是建设好数字化车间的前提。这是一个很大的误解:数字化设备与数字化车间之间既非必要条件,也非充分条件。即便车间中全是数字化设备,如果没有实现设备的互联互通,没有实现生产过程的数字化管理,数据没有实现真正的有序流动,也不能称之为数字化车间。
数字化车间建设有三条主线。
一条是以机床、热处理设备、机器人、测量测试设备等组成的自动化设备与相关设施,实现生产过程的精确化执行,这是数字化车间的物理基础。
第二条线是以MES为中心的智巧化管控系统,实现对计划调度、生产物流、工艺执行、过程质量、设备管理等生产过程各环节及要素的精细化管控,这是典型的赛博系统。
第三条主线是在互联互通的设备物联网基础上,并以之作为桥梁,联接起赛博空间的MES等信息化系统与机床等物理空间的自动化设备,构建车间级的CPS系统,实现了赛博与物理两个世界的相互作用、深度融合。
三条主线交汇,实现数据在自动化设备、信息化系统之间按照人的意愿进行有序流动,将整个车间打造成软硬一体的系统级CPS,最终实现高效、高质、绿色、低成本的生产模式,提升企业竞争力。
数字化工厂的建设的核心要素可以归纳为工厂装备数字化、工厂物流数字化、设计研发数字化、生产过程数字化,如下图所示。通过这四个方面的建设,带动产品设计方法和工具的创新、企业管理模式的创新。
▲核心四要素
工业4.0和数字化工厂的相关技术将促进产业链和价值链的分工重组,传统的行业界限将消失,并会产生各种新的业态和合作形式,形成自动化、信息化、一体化、精益化、集成化的数字化工厂。
这其中工厂装备数字化,是数字化工厂建设的前提和基础,为设计、研发、生产等各个环节提供基础数据的支持。工控产品,如PLC、伺服电机、传感器等仍然是数字化工厂不可或缺的部分。
在此基础上,工厂物流能够从被动感知变为主动感知,实现透明、安全和高效,包括产品运输过程跟踪,运输车辆跟踪定位,物料出库,物料配送上线等。
更加重要和经常被切断的环节,来自上游的设计。
通过设计研发数字化,从而实现设计、工艺、制造、检测等各业务的高度集成,包括CAD/CAPP/CAE/CAM/PLM的集成,虚拟仿真技术,MDB模型的应用,产品全生命周期管理等。
生产过程的数字化主要是利用数字化的手段应对更复杂的车间生产过程管理,这其中最重要的是制造执行系统MES的建设以及MES与ERP/PLM和车间现场自动化控制系统的交互。
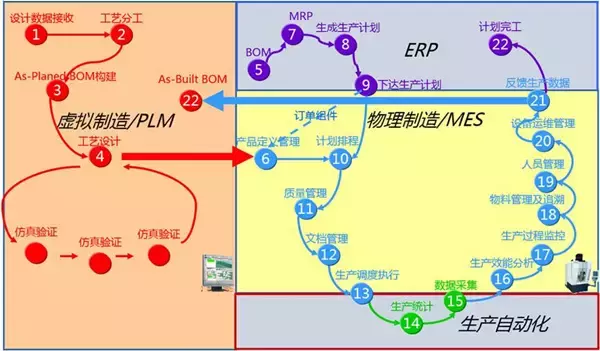
它既是一个相对独立的软件系统又是企业信息传递路由器,汇集市场与服务、产品设计、MRP/ERP、供应链等信息,并转化为详细的生产作业指令,从而实现复杂产品制造过程生产现场的管理与控制。MES向上承接ERP下达的生产计划以及PLM经过仿真验证的产品BOM,向下衔接车间现场SCADA控制系统,弥补了ERP与车间过程控制之间的真空,实现了工业4.0所强调的垂直方向上的集成以及贯穿价值链的端到端工程数字化集成。
下面这张图充分的反映了数字化工厂几大核心系统之间的数据信息流动关系,强调了不同系统之间的应用边界和交互界面。
通过成功实施数字化车间系统,企业在车间管理方面将会有质的提升,为企业智能化转型升级奠定良好的基础。
通过设备的互联互通,将车间的数控机床、热处理设备、机器人等数字化设备实现程序网络通讯、数据远程采集、程序集中管理、大数据分析、可视化展现、智能化决策支持,将设备由以前的单机工作模式,升级为数字化、网络化、智能化的管理模式。
通过系统中的计划、排产、派工、物料、质量、决策等模块,以信息化系统为手段,实现各种信息的共享与协同,做到车间层面精准化计划、精益化生产、可视化展现、精细化管理,将以前串行生产转变为并行的协同生产模式,实现“一个流”的生产,工件转移到设备前,加工程序等技术文档、工装夹具等生产资源已经全部准备就绪,大大减少设备的各种等待时间,可明显提升设备生产效率,降低生产成本,提高客户满意度。。
改变传统的制造模式,做到虚拟世界与物理世界深度融合,虚实精准映射、相互促进。车间各岗位、各设备都融于整个信息化系统,以数据有序流动为特征,以高效高质生产为核心,人、机、料、法、环、测各环节相互融合,基于数字化、网络化、智能化的管理系统,使管理者能做到“看得见,说得清,做得对”,实现了生产过程的“Smart”,即敏捷、高效、高质、低成本、绿色、协同的智巧化生产与服务模式。
通过数字化车间建设,对车间进行全面的科学管控,大幅度提升车间计划科学性、生产过程协同性、生产设备与信息化系统的深度融合度,并在大数据分析与决策支持的基础上进行透明化、量化管理,可对企业生产效率、产品质量、生产成本等方面有明显改善。